|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
РАЗДЕЛ 2 (модуль 2) Типы и методы организации производства
Тема 1. Организация производственных процессов. Понятие производственного процесса. Методы изучения производственного процесса и их характеристика. Организация производственных процессов во времени и в пространстве. Последовательный, параллельный и параллельно-последовательный вид движения предметов труда, формы их организации, состав времени производства. Условия и области применения различных видов движения предметов труда. Понятие о производственном процессе Производственный процесс представляет собой совокупность взаимосвязанных основных, вспомогательных и обслуживающих процессов труда и орудий труда в целях создания потребительских стоимостей - полезных предметов труда, необходимых для производственного или личного потребления. В процессе производства рабочие воздействуют на предметы труда с помощью орудий труда и создают новые готовые продукты, например станки, ЭВМ, телевизоры, радиоэлектронные приборы и т. д. Предметы и орудия труда, будучи вещественными элементами производства, на предприятии находятся в определенной взаимосвязи друг с другом: конкретные предметы могут быть обработаны только определенными орудиями труда; уже сами по себе они обладают системными свойствами. Однако живой труд должен охватить эти вещи и тем самым начать процесс превращения их в продукт. Таким образом, производственный процесс - это прежде всего трудовой процесс, поскольку ресурсы, используемые человеком на его входе, как информация, так и материальные средства производства, являются продуктом предшествующих процессов труда. Различают основные, вспомогательные и обслуживающие производственные процессы. Основные производственные процессы - это та часть процессов, в ходе которых происходит непосредственное изменение форм/размеров, свойств, внутренней структуры предметов труда и превращение их в готовую продукцию. Например, на станкостроительном заводе это процессы изготовления деталей и сборки из них подузлов, узлов и изделия в целом. К вспомогательным производственным процессам относятся такие процессы, результаты которых используются либо непосредственно в основных процессах, либо для обеспечения их бесперебойного и эффективного осуществления. Примерами таких процессов являются изготовление инструментов, приспособлений, штампов, средств механизации и автоматизации собственного производства, запасных частей для ремонта оборудования, производство на предприятии всех видов энергии (электрической энергии, сжатого воздуха, азота и т. д.). Обслуживающие производственные процессы - это процессы труда по оказанию услуг, необходимых для осуществления основных и вспомогательных производственных процессов. Например, транспортировка материальных ценностей, складские операции всех видов, технический контроль качества продукции и др. Основные, вспомогательные и обслуживающие производственные процессы имеют разные тенденции развития и совершенствования. Так, многие вспомогательные производственные процессы могут быть переданы специализированным заводам, что в большинстве случаев обеспечивает экономически более эффективное их производство. С повышением уровня механизации и автоматизации основных и вспомогательных процессов обслуживающие процессы постепенно становятся неотъемлемой частью основного производства, играют организующую роль в автоматизированных и особенно в гибких автоматизированных производствах. Основные, а в некоторых случаях и вспомогательные производственные процессы протекают в разных стадиях (или фазах). Стадия- это обособленная часть производственного процесса, когда предмет труда переходит в другое качественное состояние. Например, материал переходит в заготовку, заготовка - в деталь и т. д. Основные производственные процессы протекают в следующих стадиях: заготовительной, обрабатывающей, сборочной и регулировочно-настроечной. Заготовительная стадия предназначена для производства заготовок деталей. Она характеризуется весьма разнообразными методами производства. Например, раскрой или резка заготовок деталей из листового материала, изготовление заготовок методами литья, штамповки, ковки и т. д. Основная тенденция развития технологических процессов на этой стадии заключается в приближении заготовок к формам и размерам готовых деталей. Орудиями труда на этой стадии являются отрезные станки, прессово-штамповочное оборудование, гильотинные ножницы и др. Обрабатывающая стадия ― вторая в структуре производственного процесса - включает механическую и термическую обработку. Предметом труда здесь являются заготовки деталей. Орудиями труда на этой стадии в основном являются различные металлорежущие станки, печи для термической обработки, аппараты для химической обработки. В результате выполнения этой стадии деталям придаются размеры, соответствующие заданному классу точности. Сборочная (сборочно-монтажная) стадия ― это производственный процесс, в результате которого получаются сборочные единицы (мелкие сборочные единицы, подузлы, узлы, блоки) или готовые изделия. Предметами труда на этой стадии являются детали и узлы собственного изготовления, а также полученные со стороны (комплектующие изделия). Различают две основные организационные формы сборки: стационарную и подвижную. Стационарная сборка - это когда изделие изготавливается на одном рабочем месте (детали подаются). При подвижной сборке изделие создается в процессе его перемещения от одного рабочего места к другому. Орудия труда здесь не так многообразны, как в обрабатывающей стадии. Основными из них являются всевозможные верстаки, стенды, транспортирующие и направляющие устройства (конвейеры, электрокары, роботы и др.). Сборочные процессы, как правило, характеризуются значительным объемом работ, выполняемых вручную, поэтому механизация и автоматизация их - главная задача совер- шенствования технологического процесса. Регулировочно-настроечная стадия ― заключительная в структуре производственного процесса, которая проводится с целью получения необходимых технических параметров готового изделия. Предметом труда здесь являются готовые изделия или их отдельные сборочные единицы, орудия труда, универсальная контрольно-измерительная аппаратура и специальные стенды для испытаний. Составными элементами стадий основного и вспомогательного процессов являются технологические операции. Деление производственного процесса на операции, а далее на приемы и движения необходимо для разработки технически обоснованных норм времени выполнения операций. Операция ― часть производственного процесса, которая, как правило, выполняется на одном рабочем месте без переналадки и одним или несколькими рабочими (бригадой). В зависимости от степени технического оснащения производственного процесса различают операции: ручные, машиноручные, машинные, автоматические и аппаратные. Как основные, так и вспомогательные, а иногда и обслуживающие производственные процессы состоят из основных и вспомогательных элементов - операций. К основным относятся операции, непосредственно связанные с изменением размеров, форм, свойств, внутренней структуры предмета труда или превращением одного вещества в другое, а также с изменением местоположения предметов труда относительно друг друга. К вспомогательным относятся операции, выполнение которых способствует протеканию основных, например, перемещение предметов труда, контроль качества, снятие и установка, хранение и др. В организационном отношении основные и вспомогательные производственные процессы (их операции) условно подразделяются на простые и сложные. Простыми называются процессы, в которых предметы труда подвергаются последовательному ряду связанных между собой операций, в результате чего получаются частично готовые продукты труда (заготовки, детали, т. е. неразъемные части изделия). Сложными называются процессы, в которых получаются готовые продукты труда путем соединения частных продуктов, т. е. получаются сложные изделия (станки, машины, приборы и т.д.). Движение предметов труда в производственном процессе осуществляется так, что результат труда одного рабочего места становится исходным предметом для другого, т. е. каждый предыдущий во времени и в пространстве дает работу последующему, это обеспечивается организацией производства. От правильной и рациональной организации производственных процессов (особенно основных) зависят результаты производственно-хозяйственной деятельности предприятия, экономические показатели его работы, себестоимость продукции, прибыль и рентабельность производства, величина незавершенного производства и размер оборотных средств.
Основные принципы организации производственных процессов Организация производственного процесса на любом машиностроительном предприятии (в том числе радиоэлектронного приборостроения), в любом его цехе, на участке базируется на рациональном сочетании во времени и в пространстве всех основных, вспомогательных и обслуживающих процессов. Это позволяет выпускать продукцию при минимальных затратах живого и овеществленного труда. Особенности и методы такого сочетания различны в разных производственных условиях. Однако при всем их многообразии организация производственных процессов подчинена некоторым общим принципам: дифференциации, концентрации и интеграции, специализации, пропорциональности, прямоточности, непрерывности, параллельности, ритмичности, автоматичности, профилактики, гибкости, оптимальности, электронизации, стандартизации и др. Принцип дифференциации предполагает разделение производственного процесса на отдельные технологические процессы, которые в свою очередь подразделяются на операции, переходы, приемы и движения При этом анализ особенностей каждого элемента позволяет выбрать наилучшие условия для его осуществления, обеспечивающие минимизацию суммарных затрат всех видов ресурсов. Так, поточное производство многие годы развивалось за счет все более глубокой дифференциации технологических процессов. Выделение непродолжительных по времени выполнения операций позволяло упрощать организацию и технологическое оснащение производства, совершенствовать навыки рабочих, увеличивать производительность их труда. Однако чрезмерная дифференциация повышает утомляемость рабочих на ручных операциях за счет монотонности и высокой интенсивности процессов производства. Большое число операций приводит к излишним затратам на перемещение предметов труда между рабочими местами, установку, закрепление и снятие их с рабочих мест после окончания операций. При использовании современного высокопроизводительного гибкого оборудования (станки с ЧПУ, обрабатывающие центры, роботы и т. д.) принцип дифференциации переходит в принцип концентрации операций и интеграции производственных процессов. Принцип концентрации предполагает выполнение нескольких операций на одном рабочем месте (многошпиндельные многорезцовые автоматы с ЧПУ). Операции становятся более объемными, сложными и выполняются в сочетании с бригадным принципом организации труда. Принцип интеграции состоит в объединении основных вспомогательных и обслуживающих процессов. Принцип специализации представляет собой форму разделения общественного труда, которая, развиваясь планомерно, обусловливает выделение на предприятии цехов, участков, линий и отдельных рабочих мест. Они изготавливают продукцию ограниченной номенклатуры и отличаются особым производственным процессом. Сокращение номенклатуры выпускаемой продукции, как правило, приводит к улучшению всех экономических показателей, в частности, к повышению уровня использования основных фондов предприятия, снижению себестоимости продукции, улучшению качества продукции, механизации и автоматизации производственных процессов. Специализированное оборудование при всех прочих равных условиях работает производительнее. Уровень специализации рабочего места определяется коэффициентом закрепления деталеопераций (Кспі), выполняемых на одном рабочем месте за определенный промежуток времени (месяц, квартал),
где Спр - число рабочих мест (единиц оборудования) производственной системы; mдоі- число деталеопераций, выполняемых на і-м рабочем месте в течение единицы времени (месяца, года). При коэффициенте Ксп = 1 обеспечивается узкая специализация рабочего места, создаются предпосылки для эффективной организации производства. Для полной загрузки одного рабочего места одной деталеоперацией необходимо, чтобы соблюдалось условие
где Nз.j - объем запуска деталей j-го наименования за единицу времени, например шт./мес; tшті - трудоемкость операции на і-м рабочем месте, мин; Fэф - эффективный фонд времени рабочего места, например, мин/мес. Принцип пропорциональности предполагает равную пропускную способность всех производственных подразделений, выполняющих основные, вспомогательные и обслуживающие процессы. Нарушение этого принципа приводит к возникновению «узких» мест в производстве или, наоборот, к неполной загрузке отдельных рабочих мест, участков, цехов, к снижению эффективности функционирования всего предприятия. Поэтому для обеспечения пропорциональности проводятся расчеты производственной мощности как по стадиям производства, так и по группам оборудования и производственным площадям. Например, если известны объем выпуска деталей (N3) и норма штучного времени (tшт), можно определить загрузку определенной і-й группы оборудования по формуле
Далее определяют пропускную способность этой группы оборудования
после чего сопоставляют загрузку и пропускную способность і-й группы оборудования и определяют коэффициент его загрузки по формуле
Предпочтительным вариантом является тот, когда Кзі = 1 и Qі = Pі. Принцип прямоточности означает такую организацию производственного процесса, при которой обеспечиваются кратчайшие пути прохождения деталей и сборочных единиц по всем стадиям и операциям от запуска в производство исходных материалов до выхода готовой продукции. Поток материалов, полуфабрикатов и сборочных единиц должен быть поступательным и кратчайшим, без встречных и возвратных движений. Это обеспечивается соответствующей планировкой расстановки оборудования по ходу технологического процесса. Классическим примером такой планировки является поточная линия. Принцип непрерывности означает, что рабочий трудится без простоев, оборудование работает без перерывов, предметы труда не пролеживают на рабочих местах. Наиболее полно этот принцип проявляется в массовом или крупносерийном производстве при организации поточных методов производства, в частности, при организации одно- и многопредметных непрерывно-поточных линий. Этот принцип обеспечивает сокращение цикла изготовления изделия и тем самым способствует повышению интенсификации производства. Принцип параллельности предполагает одновременное выполнение частичных производственных процессов и отдельных операций над аналогичными деталями и частями изделия на различных рабочих местах, т. е. создание широкого фронта работы по изготовлению данного изделия. Параллельность в организации производственного процесса применяется в раз-личных формах: в структуре технологической операции – мно-гоинструментальная обработка (многошпиндельные многорезцовые полуавтоматы) или параллельное выполнение основных и вспомогательных элементов операций; в изготовлении заготовок и обработке деталей (в цехах заготовки и детали на разных стадиях готовности); в узловой и общей сборке. Принцип параллельности обеспечивает сокращение продолжительности производственного цикла и экономии рабочего времени. Принцип ритмичности обеспечивает выпуск одинаковых или возрастающих объемов продукции за равные периоды времени и соответственно повторение через эти периоды производственного процесса на всех его стадиях и операциях. При узкой специализации производства и устойчивой номенклатуре изделий ритмичность может быть обеспечена непосредственно по отношению к отдельным изделиям и определяется количеством обрабатываемых или выпускаемых изделий за единицу времени. В условиях широкой и изменяющейся номенклатуры выпускаемых производственной системой изделий ритмичность работы и выпуска продукции может измеряться только с помощью трудовых или стоимостных показателей. Принцип автоматичности предполагает максимальное выполнение операций производственного процесса автоматически, т. е. без непосредственного участия в нем рабочего либо под его наблюдением и контролем. Автоматизация процессов приводит к увеличению объемов выпуска деталей, изделий, к повышению качества работ, сокращению затрат живого труда, замене непривлекательного ручного труда более интеллектуальным трудом высококвалифицированных рабочих (наладчиков, операторов), к исключению ручного труда на работах с вредными условиями, замене рабочих роботами. Особенно важна автоматизация обслуживающих процессов. Автоматизированные транспортные средства и склады выполняют функции не только по передаче и хранению объектов производства, но могут регламентировать ритм всего производства. Общий уровень автоматизации процессов производства определяется долей работ в основном, вспомогательном и обслуживающем производствах, в общем объеме работ предприятия. Уровень автоматизации (Уавт) определяем по формуле
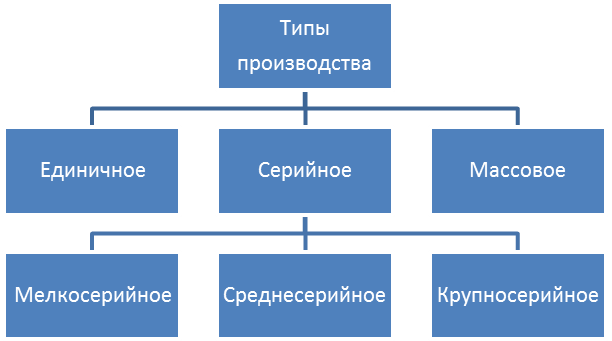
где Тавт - трудоемкость работ, выполняемых автоматическим или автоматизированным способом; Тобщ- общая трудоемкость работ на предприятии (цехе) за определенный период времени. Уровень автоматизации может быть рассчитан как суммарно по всему предприятию, так и по каждому подразделению отдельно. Принцип профилактики предполагает организацию обслуживания оборудования, направленную на предотвращение аварий и простоев технических систем. Это достигается с помощью системы планово-предупредительных ремонтов (ППР). Принцип гибкости обеспечивает эффективную организацию работ, дает возможность мобильно перейти на выпуск другой продукции, входящей в производственную программу предприятия, или на выпуск новой продукции при освоении ее производства. Он обеспечивает сокращение времени и затрат на переналадку оборудования при выпуске деталей и изделий широкой номенклатуры. Наибольшее развитие этот принцип получает в условиях высокоорганизованного производства, где используются станки с ЧПУ, обрабатывающие центры (ОЦ), переналаживаемые автоматические средства контроля, складирования и перемещения объектов производства. Принцип оптимальности состоит в том, что выполнение всех процессов по выпуску продукции в заданном количестве и в сроки осуществляется с наибольшей экономической эффективностью или с наименьшими затратами трудовых и материальных ресурсов. Оптимальность обусловлена законом экономии времени. Принцип электронизации предполагает широкое использование возможностей ЧПУ, основанных на применении микропроцессорной техники, что позволяет создавать принципиально новые системы машин, сочетающие высокую производительность с требованиями гибкости производственных процессов. ЭВМ и промышленные роботы, обладающие искусственным интеллектом, позволяют выполнять самые сложные функции в производстве вместо человека. Использование мини- и микроЭВМ с развитым программным обеспечением и многоинструментальных станков с ЧПУ позволяет выполнять большую совокупность или даже все операции обработки деталей с одной их установки на станке за счет автоматической смены инструментов. Набор режущего инструмента для такого станка может достигать 100 -120 единиц, которые устанавливаются в револьверной головке или инструментальном магазине и заменяются по специальной программе. Принцип стандартизации предполагает широкое использование при создании и освоении новой техники и новой технологии стандартизации, унификации, типизации и нормализации, что позволяет избежать необоснованного многообразия в материалах, оборудовании, технологических процессах и резко сократить продолжительность цикла создания и освоения новой техники (СОНТ). При проектировании производственного процесса или производственной системы следует исходить из рационального использования изложенных выше принципов. Типы производства и их технико-экономические характеристики Организация производственных процессов, выбор наиболее рациональных методов подготовки, планирования и контроля за производством во многом определяются типом производства на машиностроительном предприятии. Под типом производства понимается совокупность признаков, определяю-щих организационно-техническую характеристику производственного процес-са, осуществляемого на одном или многих рабочих местах в масштабе участка, цеха, предприятия. Тип производства во многом предопределяет формы спе-циализации и методы организации производственных процессов. В основу классификации типов производства положены следующие факторы: широта номенклатуры, объем выпуска, степень постоянства номенклатуры, характер загрузки рабочих мест и их специализация. Номенклатура продукции представляет собой число наименований изделий, закрепленных за производственной системой, и характеризует ее специализацию. Чем шире номенклатура, тем менее специализирована система, и, наоборот, чем она уже, тем выше степень специализации. Широкая номенклатура выпускаемой продукции обусловливает большое разнообразие технологических процессов и операций, оборудования, инструментов, оснастки и профессий рабочих. Объем выпуска изделий - это количество изделий определенного вида, изготавливаемых производственной системой в течение определенного периода времени. Объем выпуска и трудоемкость изделия каждого вида оказывают решающее влияние на характер специализации этой системы. Степень постоянства номенклатуры - это повторяемость изготовления изделия данного вида в последовательные периоды времени. Если в один плановый период времени изделие данного вида выпускается, а в другие - не выпускается, то степень постоянства отсутствует. Регулярное повторение выпуска изделий данного вида является одной из предпосылок обеспечения ритмичности производства. В свою очередь, регулярность зависит от объема выпуска изделий, поскольку большой объем выпуска может быть равномерно распределен на последовательные плановые периоды. Характер загрузки рабочих мест означает закрепление за рабочими местами определенных операций технологического процесса. Если за рабочим местом закреплено минимальное количество операций, то это узкая специализация, а если за рабочим местом закреплено большое количество операций (если станок универсальный), то это означает широкую специализацию. В зависимости от указанных выше факторов различают три типа производственных процессов или три типа производства: единичное, серийное и массовое (рис. 3.1).
Рис. 3.1 - Классификация типов производства
Основными показателями для определения типа производства могут служить коэффициенты специализации рабочих мест (Ксп), серийности (Ксер) и массовости (Км). Коэффициент специализации рабочих мест
где mд.о - количество деталеопераций по технологическому процессу, выполняемому в данном подразделении (на участке, в цехе); Спр - число рабочих мест (единиц оборудования) в данном подразделении. Коэффициент серийности
где r – такт выпуска изделий, мин./шт.; r =Fэф : N; t шт - среднее штучное время по операциям технологического процесса, мин.
где, tшт.і - штучное время на і-й операции технологического процесса, мин. т - число операций. Коэффициент массовости определяют по формуле
Каждому типу производства соответствуют: величина указанных коэффициентов, вид используемого оборудования, технология и формы организации производства, виды движений предметов труда, производственная структура предприятия (цеха, участка) и другие особенности. Единичное производство характеризуется широкой номенклатурой изделий и выпуском малых объемов одинаковых изделий, повторное изготовление которых, как правило, не предусматривается. Это делает невозможным постоянное закрепление операций за отдельными рабочими местами, коэффициент специализации Ксп > 40 деталеопераций на одно рабочее место. Специализация таких рабочих мест обусловлена только их технологической характеристикой и размерами обрабатываемых изделий. При этом производстве применяют универсальное оборудование и в основном последовательный вид движения партий деталей по операциям технологического процесса. Заводы имеют сложную производственную структуру, а цехи специализированы по технологическому принципу. Серийное производство специализируется на изготовлении ограниченной номенклатуры изделий сравнительно небольшими объемами и повторяющимися через определенное время партиями (сериями). В зависимости от числа закрепляемых за каждым рабочим местом операций, регулярности повторения партий изделий и их размера различают три подтипа (вида) серийного производства: мелкосерийное, среднесерийное и крупносерийное. Мелкосерийное производство тяготеет к единичному: изделия выпускаются малыми сериями широкой номенклатуры, повторяемость изделий в программе завода либо отсутствует, либо нерегулярна, а размеры серий неустойчивы; предприятие все время осваивает новые изделия и прекращает выпуск ранее освоенных. За рабочими местами закреплена широкая номенклатура операций, Ксп = 20 - 40 операций (Ксер > 20; Км< 1). Оборудование, виды движений, формы специализации и производственная структура те же, что и при единичном производстве. Для среднесерийного производства характерно, что выпуск изделий производится довольно крупными сериями ограниченной номенклатуры; серии повторяются с известной регулярностью по периоду запуска и числу изделий в партии; годичная номенклатура все же шире, чем номенклатура выпуска в каждом месяце. За рабочими местами закреплена более узкая номенклатура операций: Ксп = 10 - 20 операций (Ксер = 20; Км < 1). Оборудование универсальное и специальное, вид движения предметов труда - параллельно-последовательный. Заводы имеют развитую производственную структуру, заготовительные цехи специализируются по технологическому принципу, а в механосборочных цехах создаются предметно-замкнутые участки. Крупносерийное производство тяготеет к массовому. Изделия производятся крупными сериями ограниченной номенклатуры, а основные или важнейшие выпускаются постоянно и непрерывно. Рабочие места имеют более узкую специализацию: Ксп = 2 - 10 операций (Ксер = 10; Км< 1). Оборудование преимущественно специальное, виды движений предметов труда - параллельно-последовательный и параллельный. Заводы имеют простую производственную структуру, обрабатывающие и сборочные цехи специализированы по предметному принципу, а заготовительные - по технологическому. Массовое производство характеризуется выпуском узкой номенклатуры изделий в течение длительного периода времени и большим объемом, стабильной повторяемостью. За рабочими местами закреплена узкая номенклатура операций: Ксп < 1 операции (Ксер < 2; Км > 1). Все изделия номенклатуры завода изготовляются одновременно и параллельно. Числа наименований изделий в годовой и месячной программах совпадают. Оборудование специальное, вид движения предметов труда - параллельный. Цехи и участки специализированы преимущественно по предметному принципу. Заводы имеют простую и четко определенную производственную структуру. В сочетании механизации и автоматизации производственных процессов, а также загрузки рабочих мест (оборудования) с видами движений предметов труда можно получить серийное производство в четырех и массовое производство в трех вариантах (рис. 3.2). Исходя из типа производства, устанавливается тип предприятия и его подразделений. На каждом предприятии могут существовать различные типы производства. Поэтому тип предприятия или его подразделения определяются по преобладающему типу конечного производства. Тип производства оказывает решающее влияние на особенности его организации, управления и оперативно-производственного планирования, а также на технико-экономические показатели.
Рис. 3.2 - Классификация типов производства
Если рассматривать всю совокупность типов производства как единое целое, начиная с единичного и кончая массовым, то по мере продвижения к массовому производству можно отметить: а) непрерывное расширение области применения высокопроизводительных технологических процессов, сопровождающихся механизацией и автоматизацией производства; б) увеличение доли специального оборудования и специальной технологической оснастки в общем количестве орудий труда; в) общее повышение технической квалификации рабочих, а также внедрение передовых методов и приемов труда. На основе этих прогрессивных изменений при переходе от единичного производства к серийному и далее к массовому обеспечивается значительная экономия общественного труда и как следствие: повышение производительности труда, улучшение использования основных фондов предприятия, сокращение затрат материалов на одно изделие, а также снижение себестоимости продукции, рост прибыли и рентабельности производства. Однако следует отметить, что использование групповых методов обработки деталей, средств автоматизации и электронизации производственных процессов дает возможность применять организационные формы массового производства в серийном и даже в единичном производстве и добиваться высоких технико-экономических показателей. Например, внедрение гибких производственных комплексов в единичном производстве обеспечивает рост производительности труда в 4-6 раз, повышает коэффициент использования оборудование до 0,92-0,95, снижает потребность в производственных площадях на 40-60%, сокращает продолжительность производственного цикла и улучшает все технико-экономические показатели. Организация производственного процесса во времени Производственный цикл изготовления изделия При преобразовании предметов производства в конкретное изделие они проходят через множество основных, вспомогательных и обслуживающих процессов, протекающих параллельно, параллельно-последовательно или последовательно во времени в зависимости от сложившейся на предприятии производственной структуры, типа производства, уровня специализации производственных подразделений, форм организации производственных процессов и других факторов. Совокупность этих процессов, обеспечивающих изготовление изделия, принято называть производственным циклом, основными характеристиками которого являются его продолжительность и структура. Продолжительность производственного цикла изготовления продукции (независимо от числа одновременно изготавливаемых деталей или изделий) - это календарный период времени, в течение которого сырье, основные материалы, полуфабрикаты и готовые комплектующие изделия превращаются в готовую продукцию, или, другими словами, это- отрезок времени от момента начала производственного процесса до момента выпуска готового изделия или партии деталей, сборочных единиц. Например, производственный цикл простого процесса начинается с запуска в производство заготовки (партии заготовок) и заканчивается выпуском готовой детали (партии деталей). Производственный цикл сложного процесса состоит из совокупности простых процессов и начинается с запуска в производство первой заготовки детали, а заканчивается выпуском готового изделия или сборочной единицы. Продолжительность производственного цикла, как правило, выражается в календарных днях или часах (при малой трудоемкости изделий). Знать продолжительность производственного цикла изготовления всех видов продукции (от изготовления заготовок, деталей до сборки изделий) необходимо: 1) для составления производственной программы предприятия и его подразделений; 2) для определения сроков начала производственного процесса (запуска) по данным сроков его окончания (выпуска); 3) для расчетов нормальной величины незавершенного производства. Продолжительность производственного цикла зависит от времени трудовых и естественных процессов, а также от времени перерывов в производственном процессе. В ходе трудовых процессов выполняются технологические и нетехнологические операции. К технологическим относятся операции, в результате которых изменяются внешний вид и внутреннее содержание предметов труда, а также подготовительно-заключительные работы. Их продолжительность зависит от типа производства, его технической оснащенности, прогрессивности технологии, приемов и методов труда и других факторов. Время выполнения технологических операций в производственном цикле составляет технологический цикл (Тц). Время выполнения одной операции, в течение которого изготавливается одна деталь, партия одинаковых деталей или несколько различных деталей, называется операционным циклом (Топ). К нетехнологическим относятся операции по транспортировке предметов труда и контролю качества продукции. Естественными считаются такие процессы, которые связаны с охлаждением деталей после термообработки, с сушкой после окраски деталей или других видов покрытия и со старением металла. Перерывы в зависимости от вызвавших их причин могут быть подразделены на межоперационные (внутрицикловые), межцеховые и междусменные. Межоперационные перерывы обусловлены временем партионности и ожидания и зависят от характера обработки партии деталей на операциях. Перерывы партионности происходят потому, что каждая деталь, поступая на рабочее место в составе партии аналогичных деталей, пролеживает дважды: один раз до начала обработки, а второй раз по окончании обработки, пока вся партия не пройдет через данную операцию. Перерывы ожидания вызываются несогласованной продолжительностью смежных операций технологического процесса. Эти перерывы возникают в тех случаях, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место, предназначенное для выполнения следующей операции. Межцеховые перерывы обусловлены тем, что сроки окончания производства составных частей деталей сборочных единиц в разных цехах различны и детали пролеживают в ожидании комплектности. Это пролеживание (перерывы комплектования) происходит при комплектно-узловой системе планирования, т. е. тогда, когда готовые заготовки, детали или узлы должны «пролеживать» в связи с незаконченностью других заготовок, деталей, узлов, входящих совместно с первыми в один комплект. Как правило, такие перерывы возникают при переходе продукции от одной стадии производства к другой или из одного цеха в другой. Междусменные перерывы обусловлены режимом работы предприятия и его подразделений. К ним относятся выходные и праздничные дни, перерывы между сменами (при двухсменном режиме третья смена) и обеденные перерывы (условно). Структура и продолжительность производственного цикла зависят от типа производства, уровня организации производственного процесса и других факторов. Для изделий машиностроения характерна высокая доля технологических операций в общей продолжительности производственного цикла. Сокращение последней имеет большое экономическое значение. Как правило, продолжительность производственного цикла определяется для одной детали, партии деталей, одной сборочной единицы или партии единиц, одного изделия. При этом следует учитывать, что изделием называют любой предмет или набор предметов, подлежащих изготовлению на предприятии или в его подразделениях. При расчете продолжительности производственного цикла изготовления изделия учитывают лишь те затраты времени на транспортные и контрольные операции, естественные процессы и перерывы, которые не перекрываются операционным циклом. Сокращение продолжительности производственного цикла имеет важное экономическое значение. Чем меньше продолжительность производственного цикла, тем больше продукции в единицу времени при прочих равных условиях можно выпустить на данном предприятии, в цехе или на участке; тем выше использование основных фондов предприятия, тем меньше потребность предприятия в оборотных средствах, вложенных в незавершенное производство, тем выше фондоотдача и т. д. В заводской практике производственный цикл сокращается одновременно по трем направлениям: уменьшается время трудовых процессов, сокращается время естественных процессов и полностью ликвидируются или сводятся к минимуму различные перерывы. Практические мероприятия по сокращению производственного цикла вытекают из принципов построения производственного процесса и в первую очередь из принципов пропорциональности, параллельности и непрерывности. Сокращение времени трудовых процессов в части операционных циклов достигается путем совершенствования технологических процессов, а также повышения технологичности конструкции изделия. Под совершенствованием технологических процессов понимают их комплексную механизацию и автоматизацию, внедрение скоростных режимов (например, скоростного и силового резания, скоростного нагрева под ковку и штамповку), штамповку вместо свободной ковки, литье в кокиль и литье под давлением вместо литья в песчаные формы, а также концентрацию операций. Последняя может заключаться в многоинструментальной и многопредметной обработке либо в совмещении в одном рабочем цикле нескольких различных технологических операций (например, при объединении скоростного индукционного нагрева со штамповкой заготовки в одном рабочем цикле ковочной машины). Повышение технологичности конструкций изделий заключается в максимальном приближении последних к требованиям технологического процесса. В частности, рациональное расчленение конструкции изделия на узлы и мелкие сборочные единицы является важным условием для параллельной их сборки, а следовательно, и для сокращения продолжительности производственного цикла сборочных работ. Продолжительность транспортных операций может быть значительно уменьшена в результате перепланировки оборудования на основе принципа прямоточности, механизации и автоматизации подъема и перемещения продукции с помощью различных подъемно-транспортных средств. Сокращение времени контрольных операций достигается путем их механизации и автоматизации, внедрения передовых методов контроля, совмещения времени выполнения технологических и контрольных операций. Входящее в этот период цикла время подготовительно-заключительной работы, особенно время наладки оборудования также подлежит уменьшению. Наладку оборудования, как правило, необходимо выполнять в нерабочие смены, в обеденные и другие перерывы. В заводской практике успешно применяют мероприятия по сокращению периода выполнения этой работы, например, внедрение групповой обработки деталей, типовых и универсальных наладок. Продолжительность естественных процессов уменьшается за счет замены их соответствующими технологическими операциями. Например, естественная сушка некоторых окрашенных деталей может быть заменена индукционной сушкой в поле токов высокой частоты со значительным (в 5-7 раз) ускорением процесса. Вместо естественного старения отливок ответственных деталей, длящегося 10-15 суток и более, во многих случаях может быть применено искусственное старение в термических печах в течение нескольких часов. Время межоперационных перерывов может быть значительно уменьшено в результате перехода от последовательного к последовательно-параллельному и далее к параллельному виду движений предметов труда. Оно также может быть сокращено за счет организации цехов и участков предметной специализации. Обеспечивая территориальное сближение различных стадий производства, предметное строение цехов и участков позволяет значительно упростить внутризаводские и внутрицеховые маршруты движения и тем самым уменьшить время, затрачиваемое на межцеховые и внутрицеховые передачи. Наконец, величина междусменных перерывов может быть снижена даже в рамках принятого режима работ предприятия, цеха, участка. Например, организация круглосуточной (трехсменной) работы по выпуску ведущих деталей к изделиям, имеющих длительный цикл обработки и определяющих продолжительность цикла изделия. Для вскрытия резервов сокращения производственного цикла (как трудовых процессов, так и перерывов) в практике прибегают к фотографии производственного цикла. Анализируя данные фотографии, можно выявить резервы сокращения продолжительности производственного цикла по каждому его элементу.
Поиск по сайту: |
 ,
, ,
, .
. ,
,
 ,
,



 .
.